
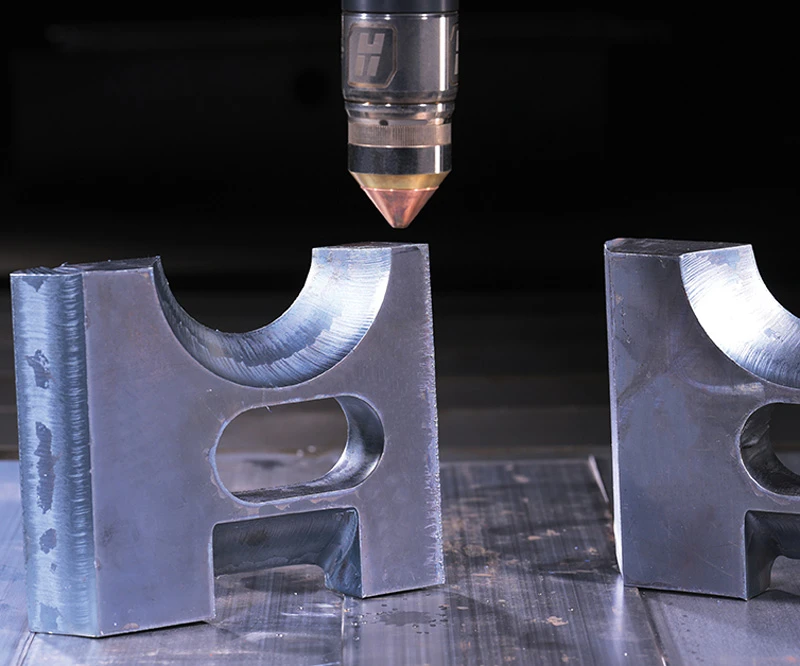
At 300 amps, it delivers X-Definition® cut quality on mild steel, stainless steel, and aluminium - with pierce capacities and cut speeds that make it viable across a wide range of production environments, from project-based plate work to continuous high-volume cutting.
Plazmax integrates the XPR300 as the power source on our CNC plasma cutting systems. All Plazmax machines with the XPR300 are configured with the VWI (Vented Water Injection) console as standard.

Pierce capacity and cut capacity mean different things in practice. Pierce capacity determines whether your machine can initiate a cut mid-plate without edge starting - critical for structural fabrication, nest cutting, and processing plate that arrives in full sheets. Cut capacity (severance) determines the maximum thickness the system can cut through regardless of where the cut starts.
For operations processing plate continuously from a nest, production pierce capacity is the number that matters most. For project-based fabrication where edge starting is acceptable, the severance figure gives a better picture of the system's upper limit.
| Thickness (mm) | 10 | 12 | 15 | 20 | 25 | 40 | 50 |
|---|---|---|---|---|---|---|---|
| Cut speed (mm/min) | 4,500 | 3,940 | 3,440 | 2,550 | 1,950 | 940 | 560 |
| Thickness (mm) | 12 | 15 | 20 | 25 | 32 | 38 |
|---|---|---|---|---|---|---|
| Cut speed (mm/min) | 2,159 | 1,975 | 1,702 | 1,302 | 879 | 639 |
| Thickness (mm) | 12 | 15 | 20 | 25 | 32 | 38 |
|---|---|---|---|---|---|---|
| Cut speed (mm/min) | 2,286 | 2,010 | 1,702 | 1,302 | 1,006 | 766 |
If your operation regularly cuts 25-40mm mild steel plate, the question is not just whether the system can pierce it - both the XPR170 and XPR300 can handle material in that range. The question is how fast it cuts that material in production, and what that means for throughput across a full shift.
At 25mm mild steel, the XPR300 runs at 1,950 mm/min. The XPR170 runs the same thickness at 1,175 mm/min - the XPR300 is 66% faster. At 30mm, the XPR300 runs at 1,530 mm/min against the XPR170's 867 mm/min - 76% faster. At 40mm, the XPR300 runs at 940 mm/min. The XPR170 manages 462 mm/min at the same thickness - the XPR300 is more than double the speed on material both systems can technically cut. Above 40mm, the XPR170 requires edge starting; the XPR300 continues to pierce to 50mm.
For operations where 25-40mm is the regular working thickness rather than the occasional job, the XPR300 delivers substantially more throughput per shift - independent of whether the XPR170 could technically do the work.

On 35mm plate, a 45° bevel requires the plasma arc to travel through approximately 50mm of material at the torch angle. At 50°, that increases to around 54mm. The XPR170 is at its pierce limit on 35mm flat plate; on the bevel, it is beyond it, requiring edge starts and significantly reduced speeds that affect both cut quality and cycle time.
The XPR300 handles 35mm flat plate and the associated bevel work comfortably within its operating range, maintaining production speeds and cut quality on the bevel face. For fabrication shops doing consistent weld-prep bevel work on structural plate in the 25-40mm range, the XPR300 is the correct specification - not because the XPR170 cannot make the cut, but because it cannot make it at production speed.
The XPR300 uses Hypertherm's X-Definition® process - a refinement of HyDefinition® that delivers tighter arc constriction and improved arc stability. On mild steel, this translates to edge squareness and angularity that meets ISO 9013 Class 1 and 2 tolerances when paired with a precision CNC machine. On stainless steel, the VWI console's water injection shield reduces the heat-affected zone and delivers improved edge colour on material up to 50mm. On aluminium, the system achieves clean, low-dross edges at speeds that make it competitive with alternative processes on thicker material.


The XPR300 includes Hypertherm's Arc Response Technology®, which continuously monitors the cutting process and automatically intervenes to protect the torch and consumables. Automatic ramp-down error protection applies a controlled stop when the arc is over-stretched, preventing electrode blowouts that can damage the torch body. Automatic torch protection shuts down before catastrophic failure when the electrode approaches end-of-life. Both functions extend consumable life and reduce unplanned downtime.
The XPR300 includes built-in Wi-Fi and IIoT connectivity via Ethernet LAN. The web interface tool allows remote system monitoring and access to diagnostic data without a technician on site. MTConnect® integration enables data access for operations running connected manufacturing environments.

The XPR300 is available as the power source on both the Plazmax CutAce and Plazmax CutPro. All Plazmax machines are delivered with turnkey installation, operator training, and full NZ-based technical support. As the manufacturer, we commission the XPR300 integration and can support both the machine and the power source from a single point of contact in New Zealand.
As an authorised Hypertherm OEM Channel Partner, Plazmax supplies genuine XPR300 consumables and replacement parts. Consumables are process-specific - the correct nozzle, electrode, shield, and retaining cap combination depends on the material and amperage being run. See our Consumables & Parts section or contact us for XPR300-specific consumable advice.
Mild Steel
Stainless Steel
Aluminium
"*" indicates required fields

